Научно-производственное предприятие «Газосварочные аппараты»


 +7(925)772-24-96+7(495)772-24-96+7(495)675-82-89+7(495)786-68-06
+7(925)772-24-96+7(495)772-24-96+7(495)675-82-89+7(495)786-68-06г. Москва, ул. Шарикоподшипниковская, д. 4, корп. 7 (заезд с ул. Новоостаповская д. 6 Б)
Выпускные коллекторы изготавливают, в основном, из чугуна, реже — из жаростойких сталей. Поэтому чугунные коллекторы поступают к нам чаще всего. Сварка чугунных коллекторов является для наших специалистов каждодневным занятием. Сложность их ремонта обусловлена не только тем, что они чугунные (чугун плохо сваривается), а еще и тем, что нередко их материал – так называемый «горелый чугун». «Горелым» называют чугун, который в процессе эксплуатации многократно сильно нагревали и охлаждали. При этом меняется структура чугуна, он становится пористым и считается несваривающимся. При традиционных приёмах сварки чугунного коллектора такой чугун чаще всего трескается сразу, реже – через короткое время при эксплуатации. Разработанные и внедренные нами технологии, как правило, позволяют надежно сваривать и такие чугунные коллекторы.
При ремонте стальных коллекторов заваривают трещины и отверстия. При этом обеспечивается жаростойкость сварных соединений, в противном случае отремонтированный коллектор долго не прослужит. Затруднения в обеспечении жаростойкости обусловлены тем, что марка стали, из которой изготовлен коллектор, обычно неизвестна, а сварочные свойства разных сталей весьма различны. Наши инженеры-технологи надежно решили и эту проблему.
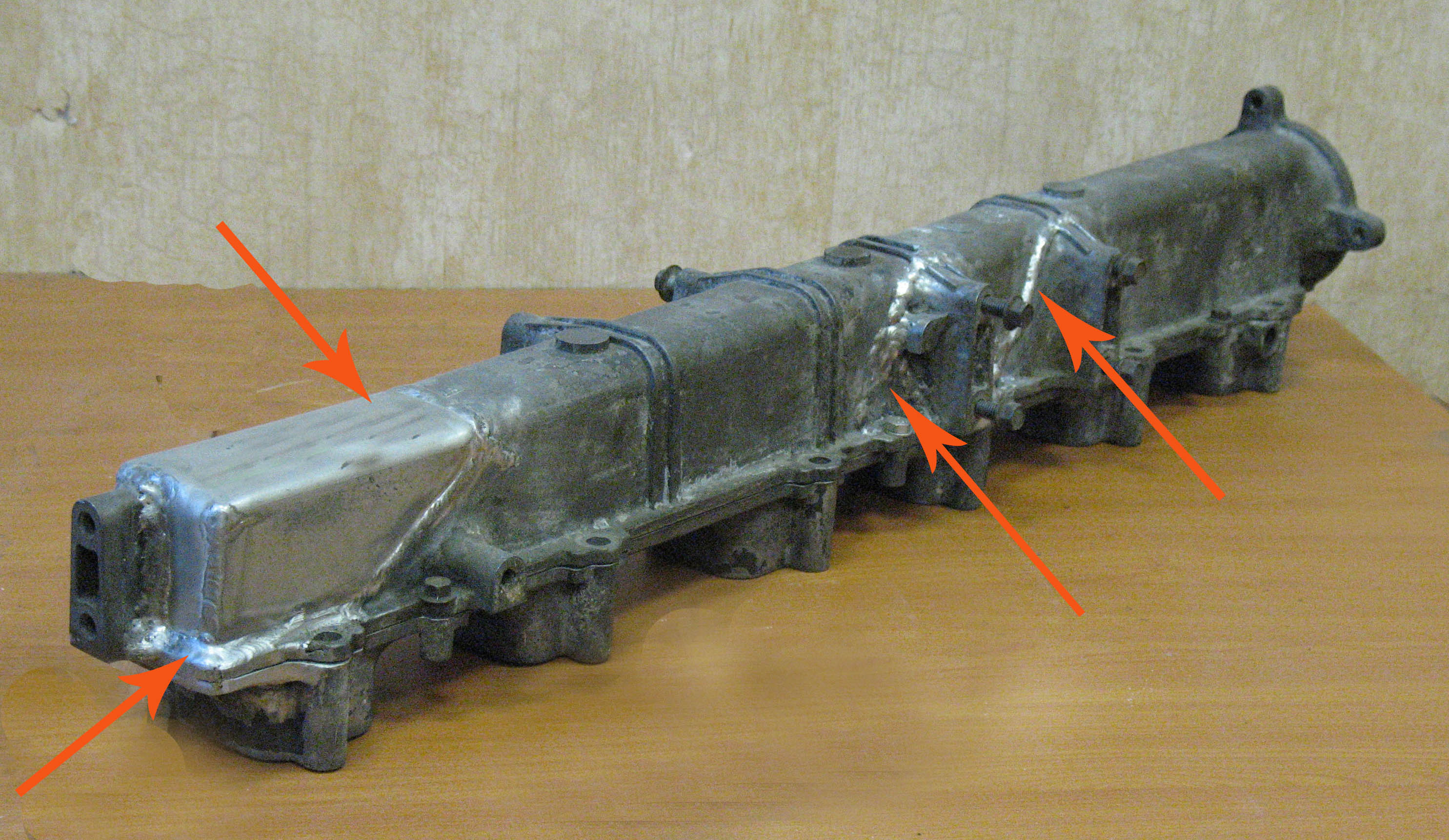
Из жаростойкой стали изготавливают и новые выпускные коллекторы (по индивидуальным заказам). На мотоциклах встречаются также и алюминиевые водоохлаждаемые коллекторы. У мотоциклов с алюминиевыми водоохлаждаемыми выпускными коллекторами может нарушаться герметичность как внутренней, так и наружной стенки рубашки охлаждения. Сложность их ремонтной сварки обусловлена, главным образом, маленьким расстоянием между стенками рубашки — менее трёх миллиметров. Необходимо восстановить герметичность поврежденной стенки, не перекрыв проход охлаждающей жидкости между стенками. Соответствующая технология нами разработана.
В основном, как чугунные коллекторы, так и стальные и алюминиевые после сварки подвергают механической обработке для обеспечения совпадения плоскостей тех поверхностей, которыми коллектор прижимают к блоку цилиндров.



-

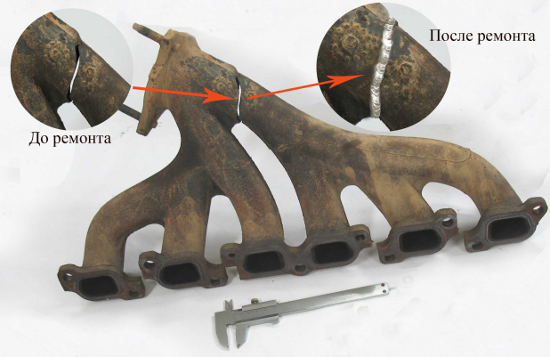
- Чугунный выпускной коллектор легковой автомашины с заваренной трещиной.


-

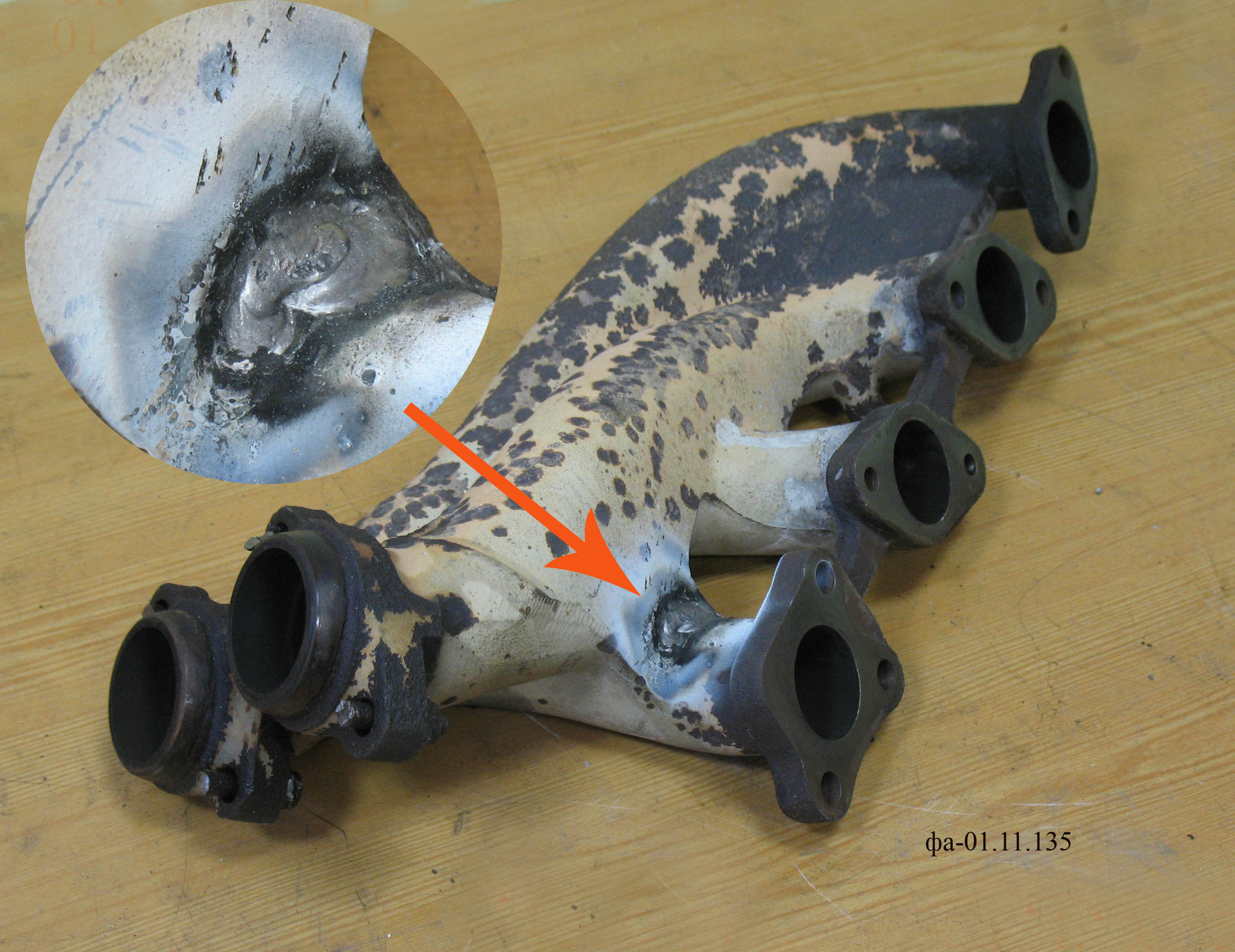
- Заварка прогоревшей стенки.

-

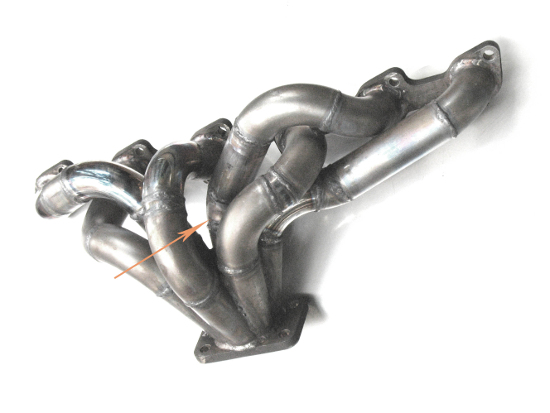
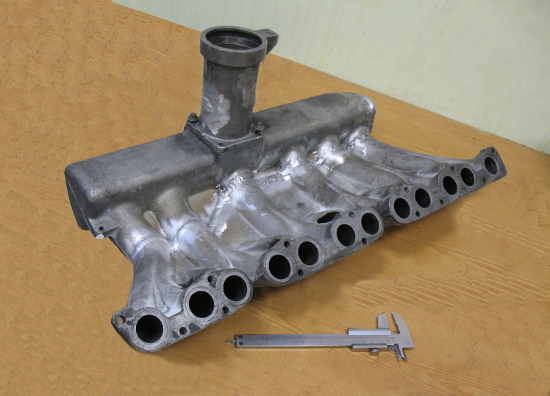
- Эксклюзивный коллектор сложной конфигурации изготовленный из жаростойкой стали.

-

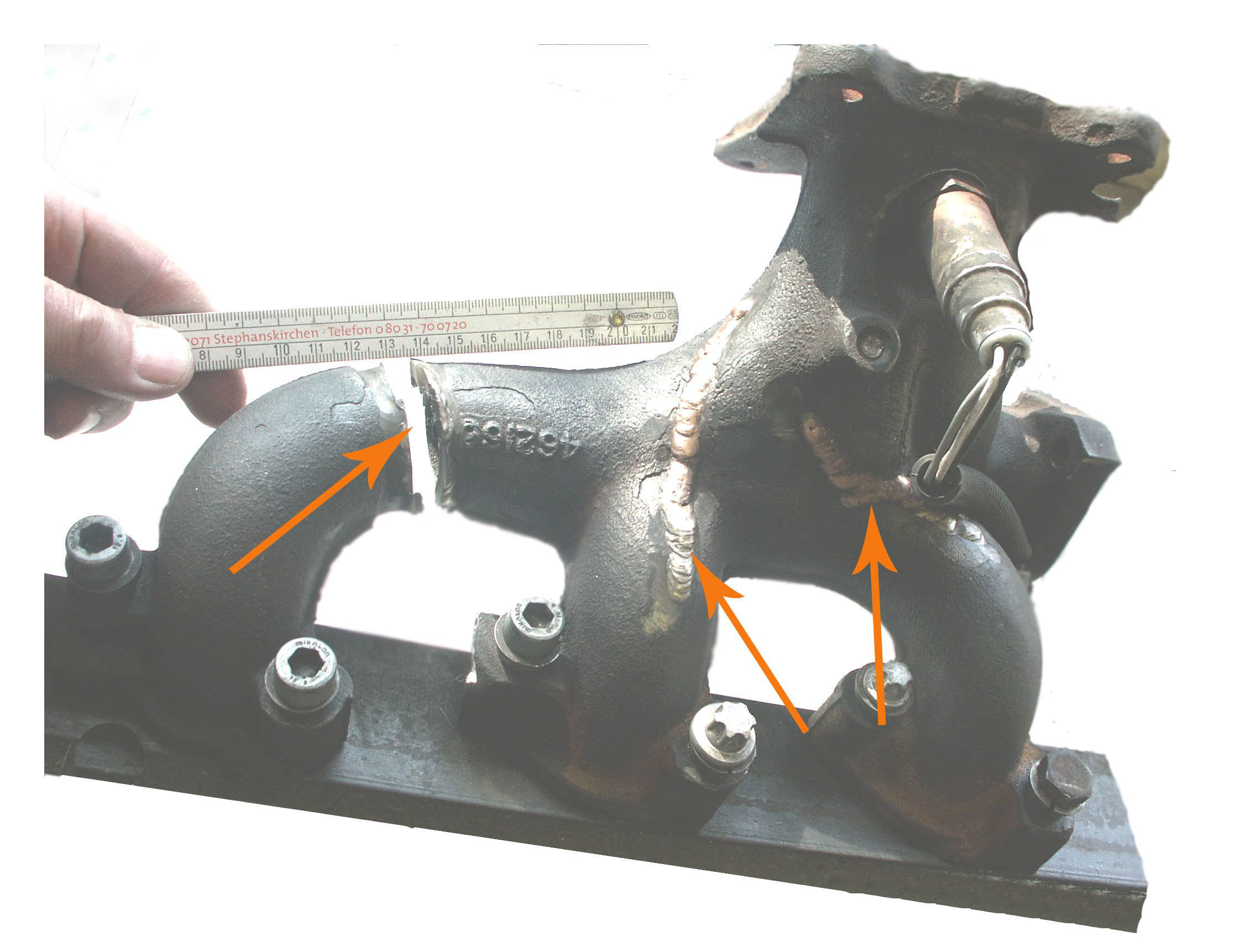
- Развалившийся на куски коллектор собран на приспособлении, которое обеспечивает правильные размеры и геометрию узла.
-

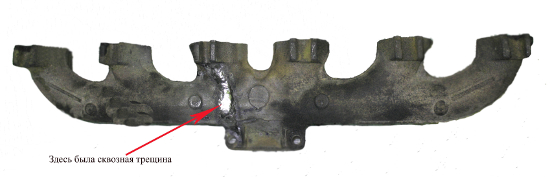
- Заварка сквозной трещины в чугунном коллекторе. присоединительные размеры и привалочная плоскость сохранены.
-
- Чугунный выпускной коллектор легкового автомобиля. заварка сквозной трещины.

-

- Заварка прогоревшего участка в чугунном коллекторе.
-

- Многоканальный коллектор.

-

- Применение оригинальной оснастки и специальной технологии сварки обеспечило правильную геометрию присоединительных плоскостей.
Об авторе